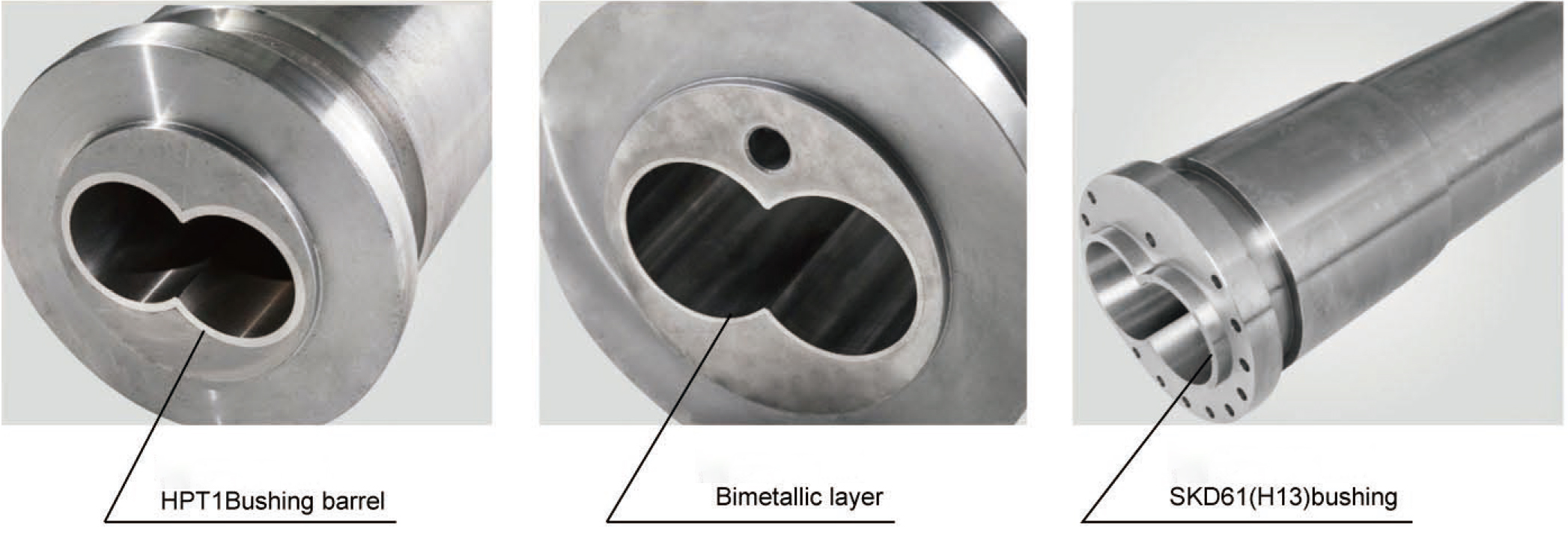
Konyske twilling-skroefloop foar SPC-flier
| Modellen | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1. Hurdens nei ferhurding en tempering: HB280-320.
2. Nitride hurdens: HV920-1000.
3. Nitrided kastdjipte: 0.50-0.80mm.
4. Nitrided brosheid: minder as klasse 2.
5. Oerflak rûchheid: Ra 0.4.
6. Skroefrjochtheid: 0,015 mm.
7. De hurdens fan it oerflak fan chromeplating nei nitriding: ≥900HV.
8. Djipte fan chromiumplating: 0.025~0.10 mm.
9. Alloy hurdens: HRC50-65.
10. Legeringdjipte: 0.8~2.0 mm.

De tapassing fan 'e skroefloop op it mêd fan SPC-flierren hat ferskate aspekten: Materiaalmingsel: De skroefloop is ien fan 'e wichtige ark foar it produsearjen fan 'e materialen dy't nedich binne foar SPC-flierren. It mingt PVC-materiaal mei oare tafoegings (lykas weekmakkers, stabilisators, ensfh.) om it gearstalde materiaal te foarmjen dat nedich is foar SPC-flierren. Weekmeitsjen: De skroefloop brûkt hege temperatuer en meganyske krêft om it PVC-materiaal te weekmeitsjen.
Troch de rotearjende skroef wurdt it PVC-materiaal yn 'e loop ferwaarme en roerd om it sêfter en plastysk te meitsjen foar it folgjende foarmjen. Útdrukke: Nei it plastifisearringsproses drukt de skroefloop it plastifisearre materiaal út 'e loop troch de rotaasjesnelheid en druk oan te passen. Troch apparatuer lykas mallen en parserollen wurdt it materiaal yn 'e foarm fan SPC-flierpanielen getten. Koartsein, de tapassing fan skroeflopen op it mêd fan SPC-flierren rjochtet him benammen op it mingen, plastifisearjen en útdrukken fan materialen. It is in wichtich ark yn 'e produksje fan SPC-flierren, en soarget derfoar dat it fliermateriaal de fereaske prestaasjes en kwaliteit hat.